| 何為累積差? | ||
生產過程中,自實驗室母液泡製、配方的計量、打樣染色,乃至車間稱料及大貨生產,所有人員或機械操作下造成的各種偏差,累積起來稱為累積差。如何控制累積差進而降低追加,為染廠一大課題。 人眼對濃度差約2%以上才能感覺出來,但對色光差約1%左右即有感覺,一般配方到大貨生產,須盡量避免累積差超過1%,就能避免追加。
|
||
| 如何控制累積差? | ||
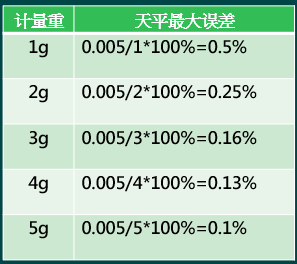
* 化驗室配方的準確性 (一) 泡藥與滴液天平無法避免的自然累積差 * 建議使用小數點3位天平稱粉料;小數點2位天平稱水,兼顧精度與速度。 * 如何降低計量的自然累積差 - 大貨採用真配方 * 建議大貨使用真配方,即可避免滴液精度帶來的累積差 |
||
|
||
1、母液瓶或天平稱面未擦乾 > 母液瓶清洗後應晾乾或吹乾再使用 |
 |
|
2、使用小數點2位天平泡藥時, > 規範粉狀染料開料的最小重 |
 |
|
3、攪拌過程未加蓋,未按規範時間攪拌 |
||
4、泡製過程中攪拌磁石不可移動 * 在泡藥時盡可能不要先放磁石,如需放磁石,放好後不可再移動 * 移動磁石,磁石對天平影響重量可達0.4g |
||
| 5、注意染料批次是否與大貨一致 * 染料出廠力度±2%即可通過, 進料時應檢測力度 * 如上批染料出廠是102%;而下批是98%; 則誤差高達4% * 因此大貨更換染料時,化驗室應即時同步更新 * 取料時應取下層未受潮的染料 |
 |
|
| 6、稱料時是否撒出;湯匙是否沾料 * 自動化也難以管理,僅能規範操作注意 |
||
7、母液泡製溫度/染料是否攪散 * 例如一般酸性染料,廠商會要求使用95度以上泡製 * 化驗室泡製分散染料經常直接使用冷水泡製,而實際最適宜水溫是45度左右, 其溶解速度會快很多 (詳細需諮詢染料供應商) |
||
8、泡製的水是否符合要求 * 部分酸性染料用軟水(蒸餾水)要比硬水容易溶解 (詳細需諮詢染料供應商) |
||
(三) 人工吸料注意事項 |
||
1、檢查每批吸管的刻度是否合格 2、檢查每批吸管的刻度是否合格 |
|
|
(四) 自動滴液機注意事項 |
||
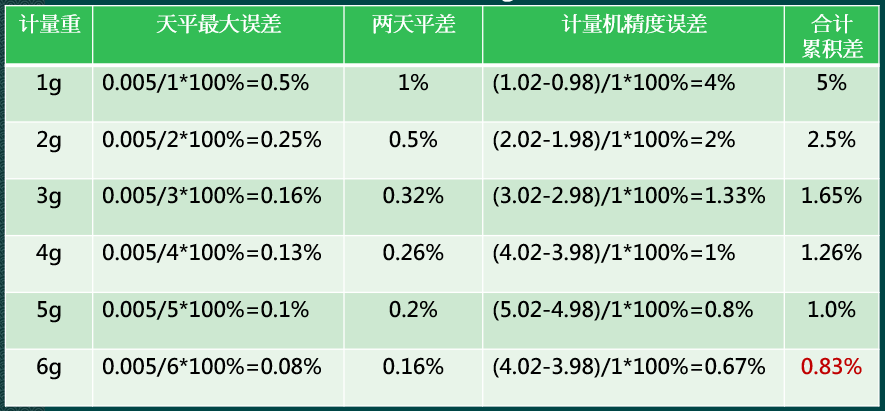
| 1、計量重是否適量 * 以準確度0,01g的天平,計量產生的累積差如下: 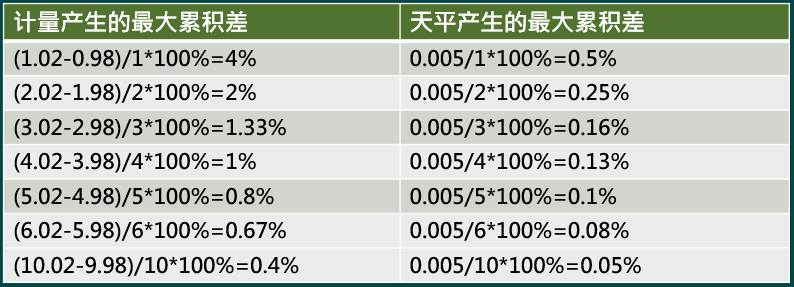 * 如果要將累積差降到0.2%以內, 從以上資料可得知必須採用真配方,以大幅降低計量過程中的累積差 * 軟體也應該限制最小計量重 |
||
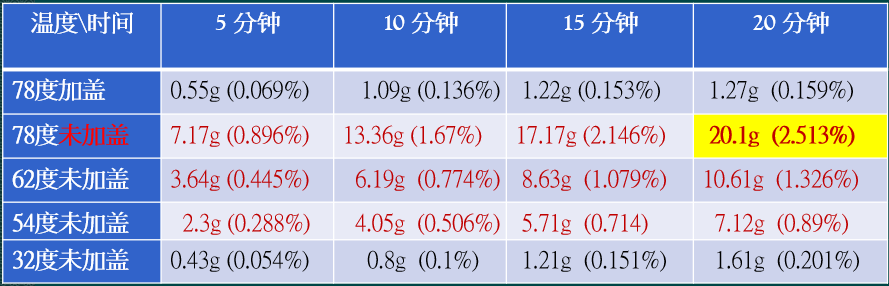
2、計量杯及天平保持乾燥,以防蒸發產生累積差  |
||
3、助劑PH值的檢測 助劑的用量計算是否正確。一般實驗室未檢測PH,常偏離正常範圍而未察覺 ( 高牢度染料對於PH值十分敏感) |
||
4、天平是否定期校正、清潔、調整水平 一般使用者很少去維護天平,須注意定期校正天平 |
||
5、隨時檢查,防止沉澱攪拌是否正常 100個磁石等於100個疏忽機會 |
||
6、注意染料泡製使用期限(注意染料是否過期) 活性染料會水解(一般必須每天重新泡製),染料只要產生顆粒狀,即需重新泡製。 |
||
7、母液瓶的清潔維護保養 母液瓶的流量在計量準確度可接受範圍內,越大越好,可加強沖刷管路,防止堆積沉澱。 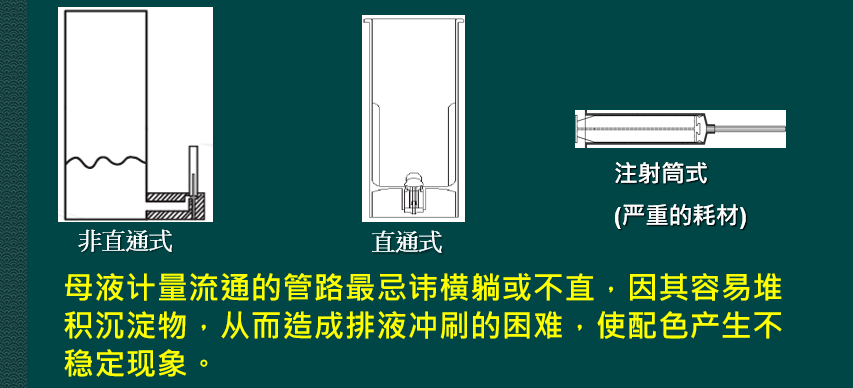
|
||
* 車間粉體稱料的準確性: |
||
◆非自動化管理要點 |
 |
|
| ◆半自動粉體稱料系統優點 1、投入成本低,回收快 2、強制稱料必須稱準,使用合適精度天平 3、ERP連線開單,避免工程卡髒污看錯 4、軟體顯示重量,避免人為記憶錯誤 |
 |
|
| 車間的稱料人員敬業程度會影響車間稱料的準確度,若化驗室管理良好,卻疏忽此處則功虧一簣! | ||